- $

轧钢设备在应对飞轮轧制时受到冲击的负荷作用有哪些表现?
来源:www.fzysjg.com 发布时间:2020/2/7 8:18:34
轧钢机飞轮在轧制时受到冲击负荷作用下,轧机通过飞轮、减速机传动轧机,负载的一部分有飞轮释放,轧机主传动要求电气传动具有很高的动态响应相当高的过载能力,轧机、剪切机、冲压机械等广泛应用飞轮,飞轮轮辐采用环状平面板结构,其厚度接近飞轮厚度,轧机飞轮工作在最佳状态,可减少电机发热节省动力。
当轧机工作有负荷时,轧机飞轮降速释放能量,帮助电机克服尖峰负荷,轮辐与轮毂连接处的厚度变化梯度小故消除了连接处应力集中、易产生裂纹断裂的结构缺陷,在飞轮矩不变的情况下增加飞轮厚度,减小飞轮直径也有利于应力均匀分布,并提高承载能力,当间隙无负荷时,飞轮升速贮藏能量,故可使电机负荷均匀,在拆装轧机飞轮、皮带轮、紧螺帽等工作时,严禁用榔头或淬过火的钢件垫击,安装时还应检测飞轮静平衡。

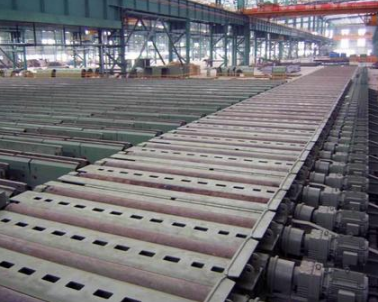
轧钢设备,在冷床后设有在线多条矫直机和冷定尺剪切飞剪,轧件以整个冷床长度的倍尺长度进行多条矫直,随后用剪刃带孔型的飞剪将轧件切成商业的定尺长度。采用齿条式步进式冷床可是轧件冷却均匀,圆钢、螺纹钢等简单断面钢材冷却后有很好的平直度,不需要矫直就可以交货。
对槽钢、角钢、工字钢等异型材,经冷床冷却后还需要进行矫直。倍尺多余矫直,头部咬入的次数大大减少,事故少,效率高,采用这种工艺和设备,生产的机械化,自动化程度高,大大减少精整面积和操作人员。
上一条:
轧辊设备的配备有哪些常识?
下一条:
什么是连铸连轧?