- 1

如何检测轧机轴向窜动?
来源:www.fzysjg.com 发布时间:2023/1/29 14:36:50
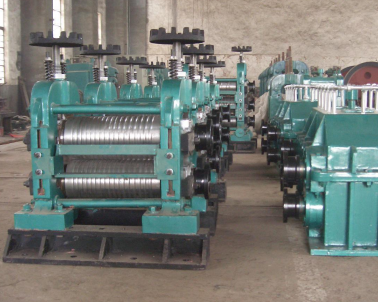
短应力轧机在线轧辊采用整机架更换, 轧机的装拆在装配间进行。轧机装配完毕后, 为保证轧机正常生产, 验证装配质量, 预防轴向窜动, 需对装配完毕后的轧机进行静态轴向窜动的测试。
(1) 测量工具 钟表式百分表, 磁性表架, 轧辊固定框。
(1) 测量工具 钟表式百分表, 磁性表架, 轧辊固定框。
(2) 检测方法 用固定框架将两轧辊轴头固定, 测量时,轧辊不发生相对转动, 以免造成测量数据出现误差。将下轧辊轴头端面擦拭干净, 将磁性表架磁块放到下辊端面上, 百分表触头与上轧辊端面轻轻接触。测试安装时必须保证百分表的触头垂直于被测量的轧辊端面, 否则会产生误差。 施加力1F测出1L? 在百分表上可以读出数据, 施加力2F,测出2L? 数据。
F1,F2作用力均大于10kN , 上下两轧辊的轴向窜动量为 122LLL?+??= 为了确保轧机正常生产及装配质量, 每装完一架轧机, 作一次静态轴向窜动检验, 将测得数据记录入册, 依此做为检验轧机装配质量及装配精度。生产实践证明, 轴向窜动量≤0.12mm 是能够满足轧机正常生产的。在实际生产中当有测试静态轴向窜动数据大于0.12mm 这个数据时, 就应该更换推力轴承和减小定距环间隙了。
(3) 两轴承外圈之间隙测量方法 将两盘推力轴承装成“外八字”形式放到专用工具的底盘上。用油压千斤顶给底盘施加约49kN 力的预加载荷, 使两盘轴承内圈端面紧紧接触, 这时转动轴承内圈应活动自如。用块规测量两盘轴承外圈之间的距离ΔL由测出的ΔL数据来确定所需定距环原始 坯料尺寸及精加工修磨尺寸。
上一条:
关于碳钢保温坑热装制在轧钢行业的应用
下一条:
为什么要对横列式轧机进行技术改造?