- $

立式连铸机有哪些工艺和设备特点?
来源:www.fzysjg.com 发布时间:2020/3/10 9:06:07
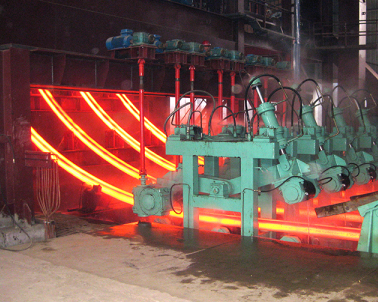
立式连铸机所采用的立式连铸指的是浇铸和铸坯凝固全部过程都是在垂直状态中进行的连续铸钢类型。立式连铸具有铸坯的冷却均匀,凝固组织对称性好等特点。浇铸和铸坯凝固全部过程都是在垂直状态中进行的连续铸钢炼铁类型。
立式连铸机的中间罐、结晶器、二冷区、拉矫机、切割设备以及接受定尺铸坯等一系列设备和操作均布置在一条垂直的中心线上。钢水从中间罐注入结晶器后,初凝铸坯经二冷区加速凝固,由拉坯机以设定的拉速拉出,经切割后,定尺铸坯进入翻钢斗中,翻斗接受铸坯后将铸坯放至水平状态由输送辊道运出,或者由翻钢斗倾斜倒到斜式履带运输机,由履带运输机将铸坯送到地面上由地面辊道输出,再由拉钢机将铸坯推到集中冷床上。

相比普通的连住工艺,立式连铸机作业的时候,钢液从中间罐注入直立的结晶器,钢液中大颗粒夹杂物及部分小夹杂有可能上浮到表面,使用保护渣浇注时,夹杂可被保护渣吸收,而残留在铸坯内的夹杂物分布较均匀,不会出现弧型连铸时铸坯内夹杂物在内弧面积聚现象。
且立式连铸机的铸坯的冷却均匀,凝固组织对称性好。坯在凝固过程及在铸机内不受弯曲、矫直等外力的作用,铸坯内部不会有机械应力引起的裂纹缺陷,且由于钢水静压力较大,易于凝固补缩,所以立式连铸机适宜于浇注合金钢及裂纹敏感性高的钢种。
但是立式连铸机设备总高度大,由于铸坯在垂直状态凝固,设备总高度还要随浇铸坯断面的增加和拉速度的提高而增大,铸坯定尺愈长铸机高度愈大,一般立式铸机的高度比弧型连铸机的高度大两倍,浇铸同类型断面铸坯,弧型铸机只有立式铸机高度的1/3。
上一条:
板坯连铸机的构成包括什么系统和部件?
下一条:
连铸机的这些牵引结构到底有什么优缺点?